Характеристики и описание
- Основные
- Страна производительРоссия
- Производство:Керамзитоблоков, Пескоблоков, Теплоблоков, Термоблоков, Шлакоблоков
- Производительность изготовления керамзитоблоков120 шт./час
- Производительность изготовления пескоблоков120 шт./час
- Производительность изготовления теплоблоков120 шт./час
- Производительность изготовления термоблоков120 шт./час
- Производительность изготовления шлакоблоков120 шт./час
- Потребляемая мощность1 кВт
- Занимаемая площадь2 кв.м
- Количество обслуживающего персонала1 чел.
- Гарантийный срок12 мес
- Дополнительный сервисОбучение
- СостояниеНовое
- УправлениеПолуавтоматическое
- Параметры сети
- Напряжение220 В
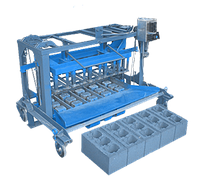
Вибростанок для блоков
Виброустановка "Команч-3" предназначена для изготовления стеновых камней, блоков, шлакоблоков, керамзитоблоков методом вибропрессования.
Некоторые преимущества вибропресса "Команч-3":
- питание от 220 В;
- простота и надежность;
- высокая производительность;
- простота обслуживания и ремонта;
- очень высокая самоокупаемость;
- разборный вариант;
- низкая цена.
Характеристики
- оборудования Производительность 150 блоков/час
- Установленная мощность электропривода 0,35 кВт
- Напряжение питания 220 В
- Масса 90 кг
- Длина 1000 мм
- Ширина 900 мм
- Высота 1570 мм
Алгоритм работы на станке "Команч-3"
- Установить станок на ровную поверхность (предпочтительно бетонный пол);
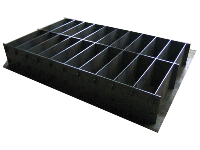
- Опустить матрицу на пол, приподняв поднимающий рычаг и нажать фиксирующий матрицу ограничитель;
- Вторым рычагом поднять матрицу с пустотами и отвести ее в крайнее положение от себя;
- Производится замес в бетономешалке довольно жесткого (полусухого) бетона. Водоцементное соотношение не более 0,5. Марка бетона - 100 (и более). Желательно без глинистых и органических вложений;
- Загрузка приёмного бункера станка (формы) с небольшой "горкой". Предварительное виброуплотнение в течение 0,5 - 2,0 с. - не более (зависит от влажности бетона)! При этом производится предварительная усадка (5-10%) бетонной смеси и наполнение самой формы. При необходимости производится штыковка бетона в углах и других местах. Лишний бетон срезается и убирается, остатки могут быть помещены на приёмную переднюю планку. Для этого можно применять специально изготовленный загрузочный совок, или мастерок;
- Окончательное виброуплотнение смеси, в течение 15-30 секунд, происходит с помощью верхней прижимной рамки до своих ограничителей;
- Взять двумя руками за подъемный рычаг и произвести подъем матрицы. Поднятие матрицы производить с включенным вибратором (вибрация должна быть небольшой);
- После поднятия матрицы ограничитель сам зафиксирует матрицу в поднятом состоянии;
- Блок готов, а станок перемещается на задних колёсиках, чуть приподняв с передних амортизаторов за ручку, и устанавливается в исходную позицию для изготовления следующего блока.
Был online: 30.04

Рейтинг не сформирован
13 лет на Satu.kz
Менее 100 заказов
Отзывы о продавце
- Покупатель05.04.2017Хорошее обслуживаниеАктуальное описаниеБыстро отправилиАктуальная ценаТовар был в наличии
- Покупатель05.01.2017Здравствуйте посылку получили во время, заказывали Станок для производства шлакоблоков «Команч-4» хочу выразить благодарность «ТОО "ЭДВА Компани"» ., а также Денису за консультацию. В дальнейшем и дальше будем заказывать в этой компании. Хочу пожелать вам удачи и процветания!!!Хорошее обслуживаниеАктуальное описаниеБыстро отправилиАктуальная ценаТовар был в наличии
- Покупатель28.06.2015Быстро отправилиАктуальная цена
- Покупатель20.08.2014Быстро связалисьБыстро отправилиАктуальная цена
- Покупатель03.06.2014Я заказывал у вас станок, пришел быстро, в комплекте и даже гарантия есть. Компанией очень доволен, буду с вами сотрудничать!Быстро отправилиАктуальная цена
- Покупатель27.03.2014Быстро отправилиАктуальная цена
Станок для производства блоков «Команч-3» Круг
Код: 00003В наличии
20+ купили
160 000 ₸
Заказ этого товара — от 1 шт.
Костанай ∙
- Satu защищает

- Тут доставляют

Доставка
 Самовывоз
Самовывоз АО Казпочта (Бесплатно)
АО Казпочта (Бесплатно)- Адресная доставка
- почтой (Бесплатно)
Оплата и гарантии
 Наличными
Наличными Безналичный расчет
Безналичный расчет- Онлайн оплата
Похожее у других продавцов